Specialized hardware consultation for manufacturing, healthcare, retail, or other sectors with unique equipment needs. We understand industry-specific requirements and recommend hardware that complies with regulations while boosting productivity.
We recommend sustainable hardware solutions that balance environmental responsibility with high performance.
We deliver AI systems that learn from your operations to enhance productivity and quality control. Our IIOT implementations bridge the gap between physical assets and digital intelligence, creating smarter, more responsive manufacturing environments.
Our IIOT frameworks enable seamless machine-to-machine communication, creating agile, data-driven industrial ecosystems that adapt in real-time.
Tailor-made software that aligns perfectly with your unique business processes, driving efficiency and competitive advantage. Our solutions scale with your growth, ensuring long-term value and seamless integration with your existing ecosystem.
integrated manufacturing solutions that combine MES/MOM for real-time operational control, Historians for process intelligence, EBR for regulatory compliance, and custom applications for unique workflows.

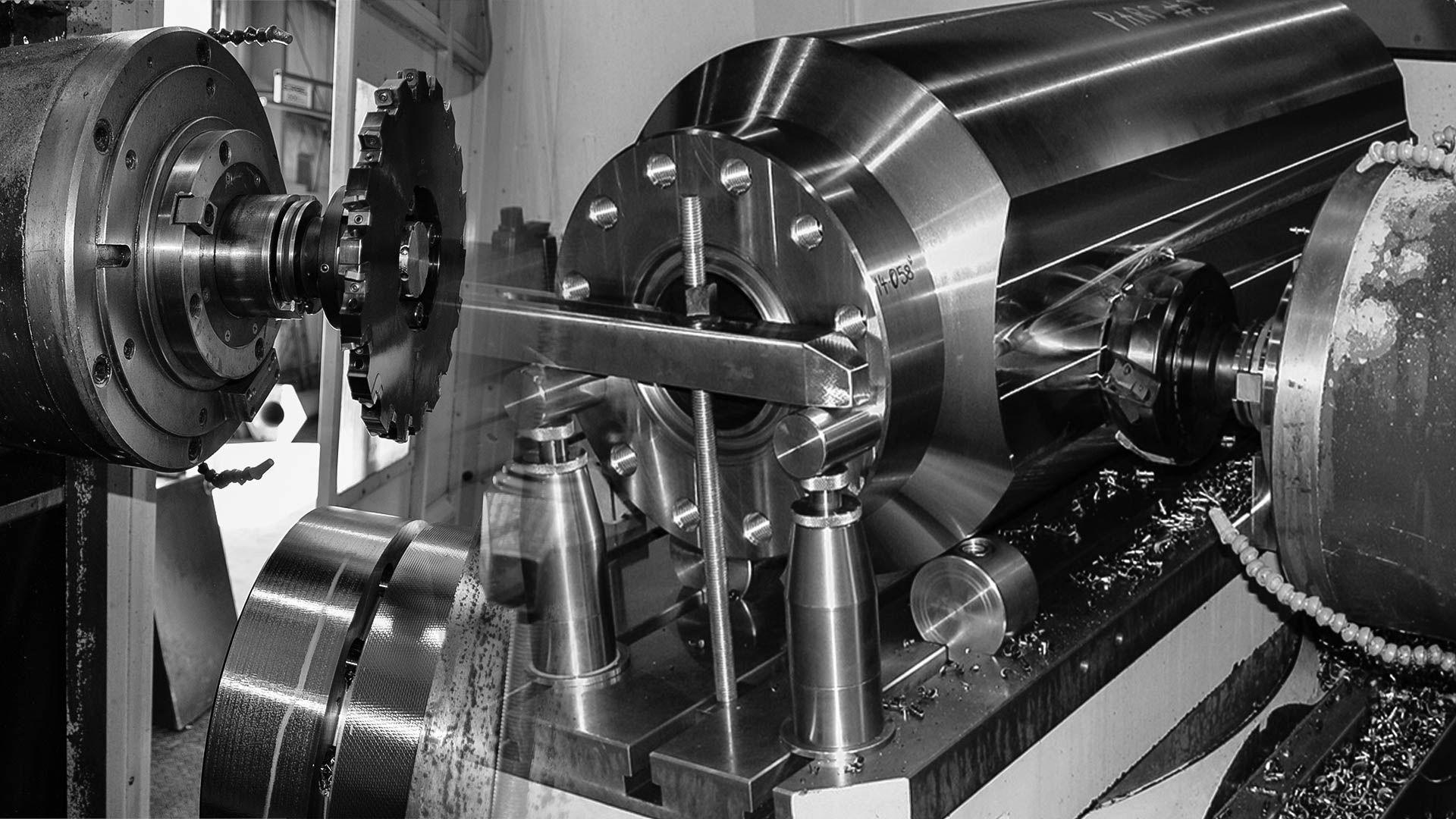
We analyze your specific operational needs to determine the ideal equipment requirements. Our team vets and partners with trusted manufacturers who meet strict quality and sustainability standards.
From initial sourcing to final delivery, we streamline the entire process—so you get the right solution, hassle-free.
Read More
We source all, AC & DC Motor, Transformers, Control Panels, Pumps, VFDs, Circuit Breakers, Crane & many more..
Blast Furnaces,(BOF),(EAF), Rolling Mill, Ladle Furnaces, Fume Extraction Systems, cranes and conveyors & many more..
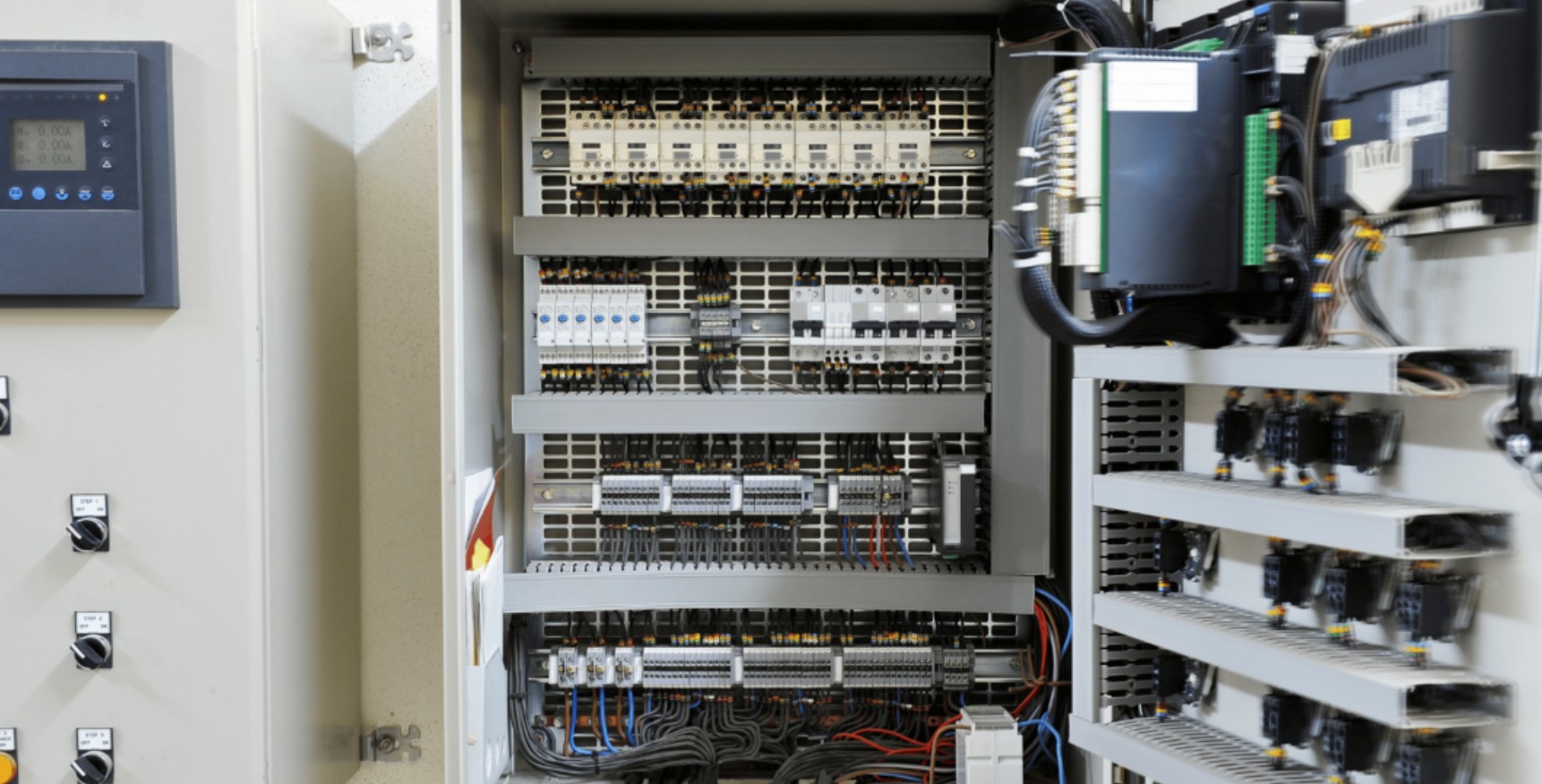
We assess your automation requirements and engineer tailored PLC and SCADA solutions that optimize performance.

Collaborate with leading manufacturers to ensure quality, compliance, and long-term durability.
We evaluate your material handling needs to recommend conveyor systems that maximize efficiency and uptime.
Request a Quote Today and let’s build the right automation solution for your operation.

Optimizing a mining Raw Material Handling and Crushing plant involves enhancing the primary crushing line's efficiency by fine-tuning crusher settings to maximize throughput and minimize energy use.

We implement gas reduction technology to recover hydrogen from coke oven gas, turning waste into a resource. This reduces CO₂ emissions while producing clean hydrogen for energy or industrial use.

Incident reduction is achieved by enforcing strict moisture control to eliminate conditions that produce hazardous hydrogen. Our solutions include real-time moisture sensors and controlled atmosphere handling.
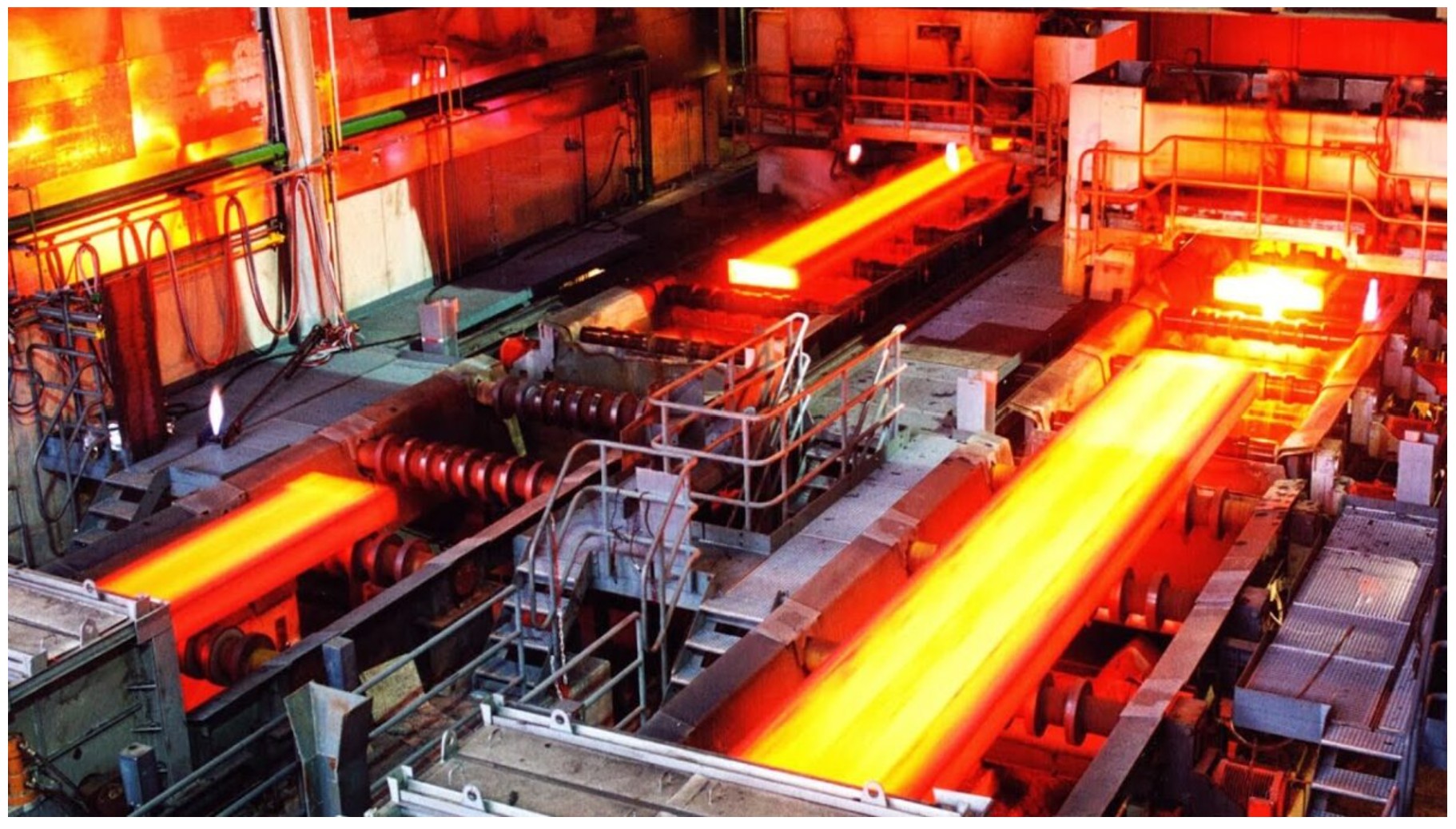
Implementing new tech like automated roll gap control systems enhances precision, boosting production by up to 15% through consistent thickness and reduced waste.

Our dewatering plant uses high-capacity centrifugal pumps with automated controls to rapidly remove water from slurry. This reduces processing delays and ensures consistent throughput.